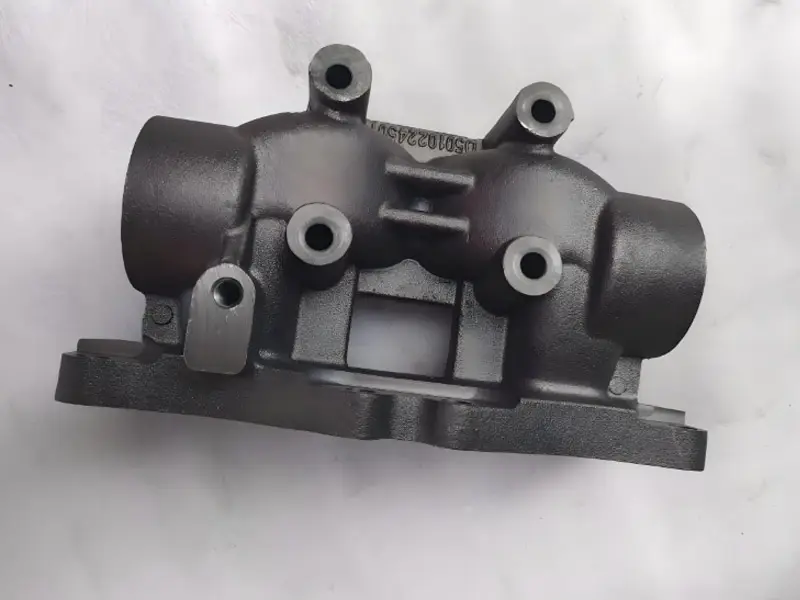
Ống góp xả ô tô



| Tên sản phẩm: | Ống góp xả ô tô |
| Từ khóa: | Ống góp xả ô tô |
| Ngành công nghiệp: | Vận tải - Hàng không vũ trụ |
| Thủ công mỹ nghệ: | vật đúc - đúc cát |
| Vật liệu: | thép đúc |
Nhà sản xuất chế biến
- Có những nhà sản xuất 54 cung cấp các sản phẩm tương tự
- Có những nhà sản xuất 129 cung cấp công nghệ xử lý này
- Có những nhà sản xuất 104 cung cấp dịch vụ xử lý vật liệu này
- Có những nhà sản xuất 140 cung cấp dịch vụ xử lý trong ngành này
Chi tiết sản phẩm
Ống góp xả ô tô là bộ phận cốt lõi của hệ thống xả, kết nối với thân máy động cơ, chịu trách nhiệm thu gom và dẫn khí thải từ các xi-lanh vào ống xả. Ống góp xả ô tô thường được sản xuất bằng quy trình đúc. Đúc là phương pháp sản xuất ống góp xả chủ đạo vì nó có thể sản xuất hiệu quả các bộ phận có hình dạng phức tạp, chịu được nhiệt độ cao. Tuy nhiên, trong các ứng dụng độ hiệu suất cao hoặc xe đua, người ta cũng có thể sử dụng hàn ống (không đúc) để sản xuất ống góp dạng ống, nhằm tối ưu hóa hiệu suất và giảm trọng lượng.
Ứng dụng của quy trình đúc trong sản xuất ống góp xả
Quy trình đúc phù hợp với ống góp xả vì hình dạng hình học phức tạp của nó (cần kết nối nhiều xi-lanh, hội tụ về một đầu ra duy nhất) và yêu cầu chịu nhiệt độ cao. Các phương pháp đúc phổ biến bao gồm:
- Đúc khuôn cát:
- Quy trình: Sử dụng khuôn cát để tạo hình dạng bên ngoài của ống góp, rót kim loại nóng chảy (như gang cầu), loại bỏ khuôn sau khi làm nguội.
- Ưu điểm: Chi phí thấp, phù hợp với sản xuất hàng loạt (như xe du lịch hoặc xe thương mại nguyên bản).
- Nhược điểm: Bề mặt thô ráp, độ chính xác thấp, trọng lượng nặng (5-10kg).
- Ứng dụng: Thường thấy ở các dòng xe kinh tế, như xe gia đình thông thường của Volkswagen, Toyota.
- Đúc chính xác (đúc sáp tan):
- Quy trình: Sử dụng khuôn sáp để tạo mô hình chính xác, bọc vỏ gốm sau đó làm tan khuôn sáp, rót thép không gỉ hoặc hợp kim chịu nhiệt độ cao, phá vỏ sau khi làm nguội.
- Ưu điểm: Bề mặt nhẵn, độ chính xác kích thước cao (±0.1mm), phù hợp với thiết kế phức tạp.
- Nhược điểm: Chi phí cao hơn, chu kỳ sản xuất dài.
- Ứng dụng: Các dòng xe cao cấp hoặc ống góp độ, như dòng BMW M hoặc AMG.
- Vật liệu:
- Gang cầu: Chịu nhiệt độ cao (có thể đạt 800-1000°C), chi phí thấp, được sử dụng rộng rãi cho ống góp nguyên bản.
- Thép không gỉ (như 304 hoặc 409): Chống ăn mòn, trọng lượng nhẹ hơn, thường thấy ở ống góp hiệu suất cao hoặc ống góp độ.
- Hợp kim chịu nhiệt độ cao (như Inconel): Được sử dụng cho xe đua hoặc xe tăng áp, chịu được nhiệt độ lên đến 1200°C, nhưng giá thành đắt đỏ.
Quy trình không đúc: Ống góp hàn dạng ống
Trong lĩnh vực độ hiệu suất cao hoặc xe đua, ống góp xả có thể không được đúc mà được sản xuất bằng hàn ống (gọi là “ống góp dạng ống” hoặc “headers”):
- Quy trình công nghệ:
- Lựa chọn ống: Thép không gỉ (304/316) hoặc hợp kim titan, độ dày thành ống 1.5-2.5mm.
- Uốn ống: Máy uốn ống CNC (CNC tube bender) uốn ống thành hình dạng thiết kế, khớp với các cổng xả của xi-lanh.
- Hàn: Hàn TIG (hàn hồ quang argon) kết nối các đoạn ống và mặt bích, đảm bảo độ kín khí và độ bền.
- Xử lý bề mặt: Đánh bóng hoặc phun lớp phủ gốm, nâng cao khả năng chịu nhiệt và tính thẩm mỹ.
- Ưu điểm:
- Giảm trọng lượng: Nhẹ hơn 30-50% so với ống góp gang (khoảng 2-5kg).
- Tối ưu hóa hiệu suất: Tối ưu hóa luồng khí xả, giảm áp suất ngược, tăng mã lực ở vòng tua cao (có thể tăng 5-15%).
- Tính tùy chỉnh: Có thể điều chỉnh đường kính và chiều dài ống theo kiểu xe và động cơ (như tăng áp hoặc hút khí tự nhiên).
- Nhược điểm:
- Chi phí cao (2.000-10.000 tệ, tùy thuộc vào vật liệu và thương hiệu).
- Sản xuất phức tạp, cần thiết bị có độ chính xác cao và kỹ thuật lành nghề.
- Ứng dụng: Xe đua, xe độ (như Subaru WRX, Honda Civic Type R) hoặc các thương hiệu cao cấp (như Akrapovic, HKS).
Sản phẩm tương tự
Thêm
Các quy trình gia công nào được sử dụng để gia công vỏ quạt hướng trục?
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon

Phân tích quy trình gia công tấm neo cố định bằng thép carbon
- Thủ công mỹ nghệ : gia công - Phay CNC hoặc phay
- Vật liệu : thép cacbon

Gia công tiện phay phức hợp và kiểm tra khuyết tật cho mặt bích dày
- Thủ công mỹ nghệ : gia công - Tiện và phay
- Vật liệu : thép hợp kim

Bộ ổn định mũi khoan được sử dụng trong giàn khoan dầu khí
- Thủ công mỹ nghệ : gia công - Gia công năm trục
- Vật liệu : thép hợp kim

Gia công theo yêu cầu dầm chữ H hàn S355JR cho công trình xây dựng
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon

Gia Công Chính Xác Thép Hình U cho Ứng Dụng Xây Dựng
- Thủ công mỹ nghệ : dập - Dập thông thường
- Vật liệu : Nhôm

Tấm lót nón động của máy nghiền côn
- Thủ công mỹ nghệ : -
- Vật liệu :

Công nghệ cắt gọt sáng tạo: Phá vỡ nút thắt của công nghệ tản nhiệt mật độ cao
- Thủ công mỹ nghệ : Xử lý bề mặt - khác
- Vật liệu : thép hợp kim
Thêm sản phẩm
ThêmCác quy trình gia công nào được sử dụng để gia công vỏ quạt hướng trục?
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon
Phân tích quy trình gia công tấm neo cố định bằng thép carbon
- Thủ công mỹ nghệ : gia công - Phay CNC hoặc phay
- Vật liệu : thép cacbon
Gia công tiện phay phức hợp và kiểm tra khuyết tật cho mặt bích dày
- Thủ công mỹ nghệ : gia công - Tiện và phay
- Vật liệu : thép hợp kim
Bộ ổn định mũi khoan được sử dụng trong giàn khoan dầu khí
- Thủ công mỹ nghệ : gia công - Gia công năm trục
- Vật liệu : thép hợp kim
Gia công theo yêu cầu dầm chữ H hàn S355JR cho công trình xây dựng
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon
Gia Công Chính Xác Thép Hình U cho Ứng Dụng Xây Dựng
- Thủ công mỹ nghệ : dập - Dập thông thường
- Vật liệu : Nhôm
Tấm lót nón động của máy nghiền côn
- Thủ công mỹ nghệ : -
- Vật liệu :
Công nghệ cắt gọt sáng tạo: Phá vỡ nút thắt của công nghệ tản nhiệt mật độ cao
- Thủ công mỹ nghệ : Xử lý bề mặt - khác
- Vật liệu : thép hợp kim