Thanh Chống Va Chạm Ô Tô



| Tên sản phẩm: | Thanh Chống Va Chạm Ô Tô |
| Từ khóa: | Thanh Chống Va Chạm Ô Tô |
| Ngành công nghiệp: | Vận tải - ngành sản xuất ô tô |
| Thủ công mỹ nghệ: | dập - Dập thông thường |
| Vật liệu: | thép hợp kim |
Nhà sản xuất chế biến
- Có những nhà sản xuất 50 cung cấp các sản phẩm tương tự
- Có những nhà sản xuất 122 cung cấp công nghệ xử lý này
- Có những nhà sản xuất 100 cung cấp dịch vụ xử lý vật liệu này
- Có những nhà sản xuất 199 cung cấp dịch vụ xử lý trong ngành này
Chi tiết sản phẩm
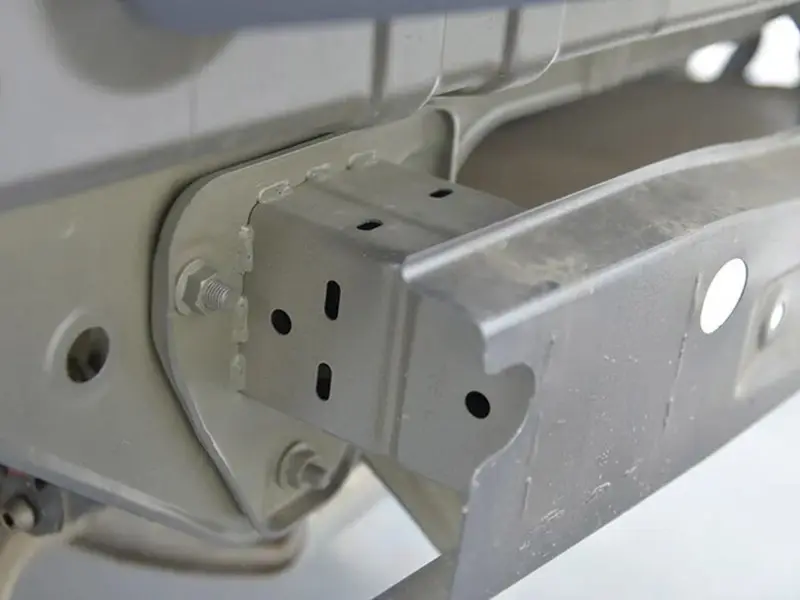
Thanh chống va chạm ô tô là bộ phận an toàn cốt lõi bên trong cản trước và sau của ô tô, được sử dụng để hấp thụ năng lượng va chạm, bảo vệ cấu trúc thân xe và sự an toàn của hành khách. Thanh chống va chạm ô tô chủ yếu được sản xuất bằng phương pháp dập, cán hoặc ép đùn, kết hợp với quy trình hàn hoặc tán. Quy trình đúc (như đúc khuôn cát hoặc đúc áp lực) ít được sử dụng trong sản xuất thanh chống va chạm, vì thanh chống va chạm cần trọng lượng nhẹ, độ bền cao và hình dạng hình học cụ thể, dập hoặc ép đùn phù hợp hơn với những yêu cầu này.
Quy trình sản xuất thanh chống va chạm
Quá trình tạo ra thanh chống va chạm chủ yếu bao gồm các bước sau:
Lựa chọn vật liệu
- Thép cường độ cao (HSS):
- Vật liệu phổ biến: Thép bo, thép pha kép (thép DP, như DP600, DP800) hoặc thép cường độ cao tiên tiến (AHSS).
- Ưu điểm: Độ bền cao (độ bền kéo 600-1500 MPa), chi phí vừa phải, chiếm khoảng 70% thị trường.
- Ứng dụng: Các dòng xe kinh tế và tầm trung, như Volkswagen, Toyota.
- Hợp kim nhôm:
- Vật liệu phổ biến: Hợp kim nhôm 6061 hoặc 7075.
- Ưu điểm: Trọng lượng nhẹ (nhẹ hơn thép khoảng 30-40%), chống ăn mòn.
- Ứng dụng: Các dòng xe cao cấp hoặc xe điện, như Tesla, Audi.
- Vật liệu composite (ít phổ biến):
- Ví dụ như nhựa gia cố sợi carbon (CFRP), được sử dụng cho siêu xe hoặc xe độ cao cấp, trọng lượng cực nhẹ nhưng chi phí cao.
- Độ dày: Độ dày của thanh chống va chạm bằng thép thường là 1,5-3mm, hợp kim nhôm 2-4mm.
Thiết kế và quy hoạch
- Nhu cầu chức năng:
- Hấp thụ năng lượng va chạm (va chạm tốc độ thấp <16 km/h, va chạm tốc độ cao >40 km/h).
- Phối hợp với vỏ cản, hộp hấp thụ năng lượng (crash box) để phân tán lực tác động.
- Tuân thủ các quy định, như tiêu chuẩn C-NCAP của Trung Quốc, Euro NCAP của Châu Âu hoặc IIHS của Hoa Kỳ.
- Thiết kế CAD:
- Sử dụng phần mềm (như CATIA, SolidWorks) để thiết kế mô hình 3D, tối ưu hóa hình dạng mặt cắt (thường là hình chữ U, hình hộp hoặc hình sóng).
- Phân tích phần tử hữu hạn (FEA) mô phỏng hiệu suất va chạm, đảm bảo khả năng hấp thụ năng lượng và độ cứng cấu trúc.
- Giảm trọng lượng: Giảm trọng lượng bằng cách tối ưu hóa độ dày vật liệu và hình dạng hình học (thanh thép khoảng 5-10kg, thanh nhôm khoảng 3-6kg).
Quy trình tạo hình
- Dập (Stamping):
- Quá trình: Đặt tấm thép hoặc tấm nhôm vào khuôn dập, tạo hình thành cấu trúc hình chữ U hoặc hình hộp bằng máy dập thủy lực hoặc cơ khí (áp suất 1000-5000 tấn).
- Ưu điểm: Độ chính xác cao (±0.1mm), thích hợp cho sản xuất hàng loạt.
- Ứng dụng: Quy trình phổ biến nhất, chiếm hơn 80% sản lượng thanh chống va chạm.
- Cán (Roll Forming):
- Quá trình: Dải thép hoặc dải nhôm được tạo hình dần dần thành mặt cắt cụ thể thông qua các con lăn liên tục.
- Ưu điểm: Thích hợp cho dầm dài, tỷ lệ sử dụng vật liệu cao.
- Ứng dụng: Thanh chống va chạm cho xe thương mại hoặc xe tải.
- Ép đùn (Extrusion):
- Quá trình: Hợp kim nhôm được ép đùn thành mặt cắt phức tạp (như cấu trúc rỗng) thông qua máy ép đùn (2000-5000 tấn).
- Ưu điểm: Trọng lượng nhẹ, thích hợp cho hình dạng hình học phức tạp.
- Ứng dụng: Các dòng xe cao cấp hoặc xe điện.
- Ép nóng (Hot Forming):
- Quá trình: Thép bo được nung nóng đến 900°C rồi dập, làm nguội để đạt được độ bền cực cao.
- Ưu điểm: Độ bền cao, trọng lượng nhẹ.
- Ứng dụng: Các dòng xe có yêu cầu an toàn cao, như Volvo, BMW.
Gia công và lắp ráp
- Cắt và sửa:
- Sử dụng cắt laser hoặc cắt plasma để sửa các cạnh, đảm bảo độ chính xác kích thước.
- Khoan hoặc dập lỗ để lắp bu lông hoặc hộp hấp thụ năng lượng.
- Hàn/Kết nối:
- Hàn MIG/TIG: Kết nối thanh chống va chạm với hộp hấp thụ năng lượng hoặc khung xe.
- Tán hoặc kết nối bằng bu lông: Dùng cho dầm hợp kim nhôm, giảm biến dạng nhiệt.
- Hàn điểm: Thường được sử dụng cho dầm thép, hiệu quả cao.
- Gia cố: Thêm tấm thép hoặc gân vào các khu vực chịu ứng suất cao để tăng khả năng chống va đập.
Xử lý bề mặt
- Mạ điện/Mạ kẽm nhúng nóng: Lớp phủ kẽm (độ dày 10-20μm) cho thanh chống va chạm bằng thép để chống ăn mòn.
- Anod hóa: Xử lý bề mặt dầm hợp kim nhôm, tăng cường khả năng chống ăn mòn và tính thẩm mỹ.
- Sơn tĩnh điện: Một số thanh chống va chạm được phun lớp phủ chống ăn mòn, chịu được nhiệt độ cao và ăn mòn hóa học.
Bài viết trước : Ống góp xả ô tô
Bài viết tiếp theo : Hệ thống treo nhíp lá ô tô
Sản phẩm tương tự
Thêm
Các quy trình gia công nào được sử dụng để gia công vỏ quạt hướng trục?
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon

Phân tích quy trình gia công tấm neo cố định bằng thép carbon
- Thủ công mỹ nghệ : gia công - Phay CNC hoặc phay
- Vật liệu : thép cacbon

Gia công tiện phay phức hợp và kiểm tra khuyết tật cho mặt bích dày
- Thủ công mỹ nghệ : gia công - Tiện và phay
- Vật liệu : thép hợp kim

Bộ ổn định mũi khoan được sử dụng trong giàn khoan dầu khí
- Thủ công mỹ nghệ : gia công - Gia công năm trục
- Vật liệu : thép hợp kim

Gia công theo yêu cầu dầm chữ H hàn S355JR cho công trình xây dựng
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon

Gia Công Chính Xác Thép Hình U cho Ứng Dụng Xây Dựng
- Thủ công mỹ nghệ : dập - Dập thông thường
- Vật liệu : Nhôm

Tấm lót nón động của máy nghiền côn
- Thủ công mỹ nghệ : -
- Vật liệu :

Công nghệ cắt gọt sáng tạo: Phá vỡ nút thắt của công nghệ tản nhiệt mật độ cao
- Thủ công mỹ nghệ : Xử lý bề mặt - khác
- Vật liệu : thép hợp kim
Thêm sản phẩm
ThêmCác quy trình gia công nào được sử dụng để gia công vỏ quạt hướng trục?
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon
Phân tích quy trình gia công tấm neo cố định bằng thép carbon
- Thủ công mỹ nghệ : gia công - Phay CNC hoặc phay
- Vật liệu : thép cacbon
Gia công tiện phay phức hợp và kiểm tra khuyết tật cho mặt bích dày
- Thủ công mỹ nghệ : gia công - Tiện và phay
- Vật liệu : thép hợp kim
Bộ ổn định mũi khoan được sử dụng trong giàn khoan dầu khí
- Thủ công mỹ nghệ : gia công - Gia công năm trục
- Vật liệu : thép hợp kim
Gia công theo yêu cầu dầm chữ H hàn S355JR cho công trình xây dựng
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon
Gia Công Chính Xác Thép Hình U cho Ứng Dụng Xây Dựng
- Thủ công mỹ nghệ : dập - Dập thông thường
- Vật liệu : Nhôm
Tấm lót nón động của máy nghiền côn
- Thủ công mỹ nghệ : -
- Vật liệu :
Công nghệ cắt gọt sáng tạo: Phá vỡ nút thắt của công nghệ tản nhiệt mật độ cao
- Thủ công mỹ nghệ : Xử lý bề mặt - khác
- Vật liệu : thép hợp kim