Phân tích quy trình gia công cánh quạt ly tâm: Điểm mấu chốt của kiểm soát độ chính xác và công nghệ xử lý bề mặt


| Tên sản phẩm: | Phân tích quy trình gia công cánh quạt ly tâm: Điểm mấu chốt của kiểm soát độ chính xác và công nghệ xử lý bề mặt |
| Từ khóa: | Cánh quạt ly tâm, quy trình gia công, kiểm soát độ chính xác, xử lý bề mặt, công nghệ gia công CNC 5 trục liên động |
| Ngành công nghiệp: | Cơ khí và điện - Quạt công nghiệp và máy tách, v.v. |
| Thủ công mỹ nghệ: | gia công - |
| Vật liệu: | thép hợp kim |
Nhà sản xuất chế biến
- Có những nhà sản xuất 31 cung cấp các sản phẩm tương tự
- Có những nhà sản xuất 172 cung cấp công nghệ xử lý này
- Có những nhà sản xuất 89 cung cấp dịch vụ xử lý vật liệu này
- Có những nhà sản xuất 148 cung cấp dịch vụ xử lý trong ngành này
Chi tiết sản phẩm
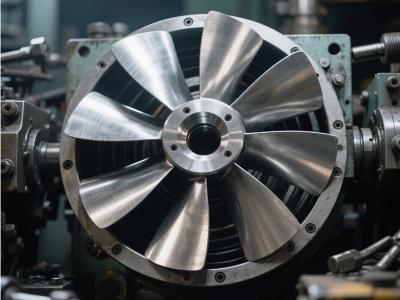
Hiệu suất của cánh quạt ly tâm ảnh hưởng trực tiếp đến hiệu quả và độ ổn định của quạt, trong khi chất lượng của quy trình gia công quyết định trực tiếp đến chất lượng cánh quạt. Trong quá trình sản xuất cánh quạt ly tâm, kiểm soát độ chính xác và xử lý bề mặt là hai yếu tố kỹ thuật cốt lõi.
I. Quy trình kiểm soát độ chính xác
Hình dạng cánh quạt phức tạp, độ chính xác hình dạng của nó liên quan đến hiệu suất khí động học. Công nghệ gia công CNC 5 trục liên động là chìa khóa để đảm bảo độ chính xác, thông qua chuyển động phối hợp đa trục, có thể cắt chính xác các bề mặt cong phức tạp, sai số có thể được kiểm soát trong phạm vi ±0,05mm. Đồng thời, trước khi gia công, cần sử dụng phần mềm CAD/CAM để mô phỏng, dự đoán trước đường đi của dao, giảm sai số gia công thực tế. Ngoài ra, thiết kế hợp lý của đồ gá cũng rất quan trọng, thông qua các thiết bị như chốt định vị, tấm ép để đảm bảo cánh quạt ly tâm ổn định trong quá trình gia công, tránh sai lệch kích thước do rung động.
II. Điểm mấu chốt của công nghệ xử lý bề mặt
Xử lý bề mặt tốt có thể cải thiện khả năng chống mài mòn và chống ăn mòn của cánh quạt. Xử lý phun cát thường được sử dụng, thông qua tác động của các hạt cát tốc độ cao, loại bỏ lớp oxit trên bề mặt cánh quạt ly tâm và tạo thành kết cấu thô ráp, tăng cường độ bám dính của lớp phủ; công nghệ anot hóa phù hợp với cánh quạt hợp kim nhôm, tạo thành một lớp màng oxit dày đặc trên bề mặt, cải thiện hiệu quả khả năng chống ăn mòn. Đối với các yêu cầu hiệu suất cao, có thể sử dụng công nghệ phun nhiệt, phun bột hợp kim chịu mài mòn nóng chảy lên bề mặt cánh quạt, tạo thành lớp bảo vệ có độ cứng đạt HV800 trở lên, kéo dài đáng kể tuổi thọ của cánh quạt ly tâm.
III. Kiểm tra và tối ưu hóa chất lượng
Sau khi gia công xong, cần sử dụng các thiết bị như máy đo tọa độ ba chiều, máy quét laser để kiểm tra toàn bộ kích thước của cánh quạt, tập trung vào việc theo dõi các thông số quan trọng như đường viền hình dạng cánh, độ dày. Nếu phát hiện sai lệch, có thể sửa đổi các thông số gia công thông qua thuật toán bù sai số hoặc gia công lại các khu vực cục bộ để đảm bảo sản phẩm đáp ứng các yêu cầu thiết kế.
Trong gia công cánh quạt ly tâm, kiểm soát độ chính xác và xử lý bề mặt bổ sung cho nhau, chỉ khi nắm bắt được các yếu tố kỹ thuật của cả hai, mới có thể sản xuất ra các cánh quạt hiệu quả và bền, cung cấp sự đảm bảo vững chắc cho hoạt động ổn định của quạt.
I. Quy trình kiểm soát độ chính xác
Hình dạng cánh quạt phức tạp, độ chính xác hình dạng của nó liên quan đến hiệu suất khí động học. Công nghệ gia công CNC 5 trục liên động là chìa khóa để đảm bảo độ chính xác, thông qua chuyển động phối hợp đa trục, có thể cắt chính xác các bề mặt cong phức tạp, sai số có thể được kiểm soát trong phạm vi ±0,05mm. Đồng thời, trước khi gia công, cần sử dụng phần mềm CAD/CAM để mô phỏng, dự đoán trước đường đi của dao, giảm sai số gia công thực tế. Ngoài ra, thiết kế hợp lý của đồ gá cũng rất quan trọng, thông qua các thiết bị như chốt định vị, tấm ép để đảm bảo cánh quạt ly tâm ổn định trong quá trình gia công, tránh sai lệch kích thước do rung động.
II. Điểm mấu chốt của công nghệ xử lý bề mặt
Xử lý bề mặt tốt có thể cải thiện khả năng chống mài mòn và chống ăn mòn của cánh quạt. Xử lý phun cát thường được sử dụng, thông qua tác động của các hạt cát tốc độ cao, loại bỏ lớp oxit trên bề mặt cánh quạt ly tâm và tạo thành kết cấu thô ráp, tăng cường độ bám dính của lớp phủ; công nghệ anot hóa phù hợp với cánh quạt hợp kim nhôm, tạo thành một lớp màng oxit dày đặc trên bề mặt, cải thiện hiệu quả khả năng chống ăn mòn. Đối với các yêu cầu hiệu suất cao, có thể sử dụng công nghệ phun nhiệt, phun bột hợp kim chịu mài mòn nóng chảy lên bề mặt cánh quạt, tạo thành lớp bảo vệ có độ cứng đạt HV800 trở lên, kéo dài đáng kể tuổi thọ của cánh quạt ly tâm.
III. Kiểm tra và tối ưu hóa chất lượng
Sau khi gia công xong, cần sử dụng các thiết bị như máy đo tọa độ ba chiều, máy quét laser để kiểm tra toàn bộ kích thước của cánh quạt, tập trung vào việc theo dõi các thông số quan trọng như đường viền hình dạng cánh, độ dày. Nếu phát hiện sai lệch, có thể sửa đổi các thông số gia công thông qua thuật toán bù sai số hoặc gia công lại các khu vực cục bộ để đảm bảo sản phẩm đáp ứng các yêu cầu thiết kế.
Trong gia công cánh quạt ly tâm, kiểm soát độ chính xác và xử lý bề mặt bổ sung cho nhau, chỉ khi nắm bắt được các yếu tố kỹ thuật của cả hai, mới có thể sản xuất ra các cánh quạt hiệu quả và bền, cung cấp sự đảm bảo vững chắc cho hoạt động ổn định của quạt.
Bài viết trước : Rèn Bích Tùy Chỉnh
Bài viết tiếp theo : Các quy trình gia công nào được sử dụng trong sản xuất cánh quạt ly tâm?
Sản phẩm tương tự
Thêm
Các quy trình gia công nào được sử dụng để gia công vỏ quạt hướng trục?
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon

Phân tích quy trình gia công tấm neo cố định bằng thép carbon
- Thủ công mỹ nghệ : gia công - Phay CNC hoặc phay
- Vật liệu : thép cacbon

Gia công tiện phay phức hợp và kiểm tra khuyết tật cho mặt bích dày
- Thủ công mỹ nghệ : gia công - Tiện và phay
- Vật liệu : thép hợp kim

Bộ ổn định mũi khoan được sử dụng trong giàn khoan dầu khí
- Thủ công mỹ nghệ : gia công - Gia công năm trục
- Vật liệu : thép hợp kim

Gia công theo yêu cầu dầm chữ H hàn S355JR cho công trình xây dựng
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon

Gia Công Chính Xác Thép Hình U cho Ứng Dụng Xây Dựng
- Thủ công mỹ nghệ : dập - Dập thông thường
- Vật liệu : Nhôm

Tấm lót nón động của máy nghiền côn
- Thủ công mỹ nghệ : -
- Vật liệu :

Công nghệ cắt gọt sáng tạo: Phá vỡ nút thắt của công nghệ tản nhiệt mật độ cao
- Thủ công mỹ nghệ : Xử lý bề mặt - khác
- Vật liệu : thép hợp kim
Thêm sản phẩm
ThêmCác quy trình gia công nào được sử dụng để gia công vỏ quạt hướng trục?
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon
Phân tích quy trình gia công tấm neo cố định bằng thép carbon
- Thủ công mỹ nghệ : gia công - Phay CNC hoặc phay
- Vật liệu : thép cacbon
Gia công tiện phay phức hợp và kiểm tra khuyết tật cho mặt bích dày
- Thủ công mỹ nghệ : gia công - Tiện và phay
- Vật liệu : thép hợp kim
Bộ ổn định mũi khoan được sử dụng trong giàn khoan dầu khí
- Thủ công mỹ nghệ : gia công - Gia công năm trục
- Vật liệu : thép hợp kim
Gia công theo yêu cầu dầm chữ H hàn S355JR cho công trình xây dựng
- Thủ công mỹ nghệ : tấm kim loại - hàn
- Vật liệu : thép cacbon
Gia Công Chính Xác Thép Hình U cho Ứng Dụng Xây Dựng
- Thủ công mỹ nghệ : dập - Dập thông thường
- Vật liệu : Nhôm
Tấm lót nón động của máy nghiền côn
- Thủ công mỹ nghệ : -
- Vật liệu :
Công nghệ cắt gọt sáng tạo: Phá vỡ nút thắt của công nghệ tản nhiệt mật độ cao
- Thủ công mỹ nghệ : Xử lý bề mặt - khác
- Vật liệu : thép hợp kim